Zakup napędu to dopiero początek wydatków. W praktyce TCO (total cost of ownership, całkowity koszt posiadania) obejmuje nie tylko cenę motoreduktora, silnika czy falownika, ale też energię, uruchomienie, serwis, części zamienne, szkolenia, administrację, a przede wszystkim koszty awarii i przestojów. W systemach napędowych 80–85% TCO powstaje po zakupie, w procesach „downstream”, takich jak zużycie energii, utrzymanie, magazynowanie części czy przestoje.
Dla zakładów produkcyjnych oznacza to jedną rzecz: najtańszy napęd na fakturze bardzo często nie jest najtańszy w całym okresie eksploatacji. Dlatego analiza kosztów napędu powinna obejmować pełny cykl życia urządzenia, a nie tylko CAPEX (Capital Expenditures, nakłady inwestycyjne) na etapie zakupu. To podejście dobrze wpisuje się też w rolę SPEC SERWIS, który wspiera klientów konsultacyjnie w doborze rozwiązań NORD i w analizie techniczno-eksploatacyjnej, a nie tylko w samej sprzedaży.
Co oznacza TCO w systemach napędowych
TCO, czyli Total Cost of Ownership, to metoda liczenia całkowitego kosztu posiadania danego rozwiązania w całym jego cyklu życia. TCO definiujemy jako analizę wszystkich kosztów ponoszonych od zakupu i uruchomienia, przez eksploatację i utrzymanie, aż po recykling lub utylizację.
W praktyce dla napędów NORD i innych przemysłowych systemów napędowych TCO obejmuje zwykle:
zakup urządzenia i osprzętu,
montaż, uruchomienie i parametryzację,
energię elektryczną,
planowe przeglądy i wymiany eksploatacyjne,
części zamienne i logistykę serwisową,
koszty administracyjne i magazynowe,
koszt awarii oraz koszt przestoju produkcji,
koszt końca życia produktu.
To właśnie dlatego analiza TCO jest dużo bardziej użyteczna niż proste porównanie dwóch cen ofertowych. Pozwala zobaczyć ukryte koszty, wcześniej wychwycić ryzyka i sprawdzić, gdzie faktycznie leży potencjał oszczędności. NORD wprost wskazuje, że TCO pomaga identyfikować koszty ukryte, oceniać potencjał oszczędności i podejmować trafniejsze decyzje inwestycyjne.
W przypadku marki NORD ma to szczególne znaczenie, bo mówimy o rozwiązaniach stosowanych w wielu wymagających branżach, od intralogistyki i transportu wewnętrznego po przemysł spożywczy, mieszanie, suwnice czy materiały sypkie. Tam nawet niewielka poprawa sprawności lub skrócenie przestoju może przełożyć się na bardzo duże pieniądze.
Jakie koszty generuje napęd w trakcie eksploatacji
Największym składnikiem kosztów w wielu aplikacjach nie jest sam zakup, tylko eksploatacja. NORD podaje, że napędy elektryczne odpowiadają nawet za do 70% całkowitego zużycia energii w przemyśle, dlatego każda poprawa sprawności może mieć realny wpływ na rachunek kosztowy zakładu.
Do najważniejszych kosztów eksploatacyjnych należą energia, serwis, części, czas pracy działu UR i konsekwencje nieplanowanych zatrzymań. W napędach pracujących wielozmianowo energia bywa dominującą pozycją kosztową. Szczególnie dotyczy to aplikacji z dużą liczbą godzin pracy rocznie, częstą pracą częściową, zmianą prędkości i obciążenia.
Właśnie dlatego tak ważna jest sprawność w realnym punkcie pracy, a nie tylko w katalogu. Silniki IE5+ utrzymują wysoką sprawność także przy częściowym obciążeniu i niższych prędkościach, co daje przewagę nad klasycznymi silnikami asynchronicznymi w wielu aplikacjach intralogistycznych i transportowych.
Przykład z materiałów NORD jest bardzo konkretny. Porównanie silnika IE3 0,75 kW z odpowiednim silnikiem IE5+ 0,75 kW pokazuje około 11% oszczędności energii przy 16 godzinach pracy dziennie i 4000 godzin rocznie. NORD wskazuje też, że jego silniki IE5+ osiągają sprawność silnika do 95% w zakresie 0,35–4,0 kW.
Poza energią dochodzą koszty obsługi. Przeglądy, wymiany oleju, kontrola temperatury, odczyty parametrów przemienników czy usuwanie usterek to wszystko elementy realnego TCO. Z doświadczenia SPEC SERWIS wynika, że w praktyce zakład musi brać pod uwagę nie tylko sam komponent, ale też dostępność serwisu, diagnostyki i części oraz czas reakcji na awarię.
Jak przestoje produkcji wpływają na koszty
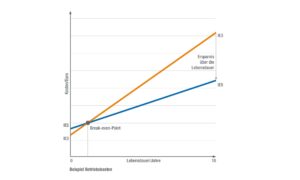
Właśnie tutaj najłatwiej zaniżyć kalkulację. Koszt przestoju produkcji często jest większy niż roczna różnica w cenie między napędem tańszym i lepszym jakościowo.
Raport Siemens „The True Cost of Downtime 2024” pokazuje skalę problemu dla dużych zakładów. Według tego opracowania średni duży zakład w badanych sektorach traci dziś około 253 mln USD rocznie przez nieplanowane przestoje, a 500 największych firm przemysłowych na świecie łącznie niemal 1,4 bln USD rocznie, co odpowiada około 11% ich przychodów. W motoryzacji godzina przestoju dużego zakładu została oszacowana nawet na 2,3 mln USD.
Oczywiście nie oznacza to, że każda fabryka ma identyczne stawki. Ale wniosek jest prosty: im bardziej krytyczna aplikacja, tym większa rola niezawodności, dostępności części i szybkości reakcji serwisowej. Dla przenośników, sortowni, mieszadeł, linii pakujących czy systemów ciągłego transportu nawet krótki postój może wywołać efekt domina w całym procesie.
Do kosztu przestoju trzeba doliczyć nie tylko brak produkcji. Dochodzą także koszty pracy ludzi, pilne dostawy części, nadgodziny serwisu, ryzyko odrzutów jakościowych, opóźnienia dostaw i czas ponownego rozruchu linii. Siemens zwraca uwagę także na koszty awaryjnych części zamiennych i potencjalne kary kontraktowe.
Dlatego w analizie kosztów napędu warto zawsze dopisać osobną pozycję: ryzyko i koszt nieplanowanego postoju. To bardzo często element, który całkowicie zmienia wynik kalkulacji.
Dlaczego tanie napędy często są droższe
Tańszy napęd może kusić na etapie zakupu, ale po uruchomieniu zaczyna działać ekonomia cyklu życia. Gdy urządzenie ma niższą sprawność, gorzej znosi przeciążenia, wymaga większej liczby wersji magazynowych albo częściej wymaga ingerencji serwisu, to początkowa oszczędność szybko znika. Sam zakup to zwykle tylko około 15% kosztu życia napędu, a reszta to koszty późniejsze.
Duże znaczenie ma też standaryzacja. NORD podkreśla, że jednym z dwóch głównych czynników obniżających TCO są zużycie energii oraz liczba wariantów napędów używanych w zakładzie. Im więcej wersji, tym większy magazyn części, więcej dokumentacji, większa złożoność obsługi i większe ryzyko błędów przy serwisie.
To właśnie dlatego rozwiązania standaryzowane i modułowe tak często wygrywają w długim horyzoncie. LogiDrive i podobne konfiguracje pomagają ograniczać liczbę wariantów, redukować koszty utrzymania i upraszczać serwis. W rozwiązaniach DuoDrive producent zwraca dodatkowo uwagę na mniejszą liczbę elementów podatnych na zużycie, co przekłada się na niższe przestoje i niższe koszty utrzymania.
Warto też zwrócić uwagę na prosty aspekt organizacyjny. Tani napęd kupiony bez analizy wymagań aplikacji może oznaczać późniejsze problemy z doborem przełożenia, pozycją pracy, chłodzeniem, sterowaniem albo doborem oleju. A wtedy koszt rośnie przez poprawki, przeróbki i serwis, choć na początku wszystko wyglądało „tanio”.
Jak obliczyć całkowity koszt napędu
Najprostszy model TCO można zapisać tak:
TCO = zakup + montaż i uruchomienie + energia + planowy serwis + części zamienne + koszt awarii i przestojów + koszt wycofania z eksploatacji
To oczywiście model uproszczony, ale w praktyce bardzo użyteczny. Żeby policzyć go sensownie, warto przejść przez kilka kroków.
Najpierw trzeba ustalić dane bazowe: moc silnika, liczbę godzin pracy rocznie, profil obciążenia, prędkość, temperaturę otoczenia, tryb sterowania i krytyczność aplikacji. Bez tego każda kalkulacja będzie tylko zgadywaniem. NORD podkreśla, że optymalny system napędowy musi być dobrany do konkretnych wymagań aplikacji i warunków pracy.
Następnie policz koszt energii. W praktyce wystarczy oszacować roczne zużycie kWh dla rozważanych wariantów i pomnożyć przez stawkę energii. Przy aplikacjach o dużej liczbie godzin pracy nawet kilka punktów procentowych różnicy sprawności robi dużą różnicę w skali roku.
Kolejny krok to serwis i części. Trzeba uwzględnić wymiany oleju, kontrole, łożyska, uszczelnienia, roboczogodziny UR, logistykę i ewentualny magazyn części krytycznych. Tu szczególnie ważne stają się standaryzacja i dostępność części oryginalnych.
Potem policz koszt ryzyka postoju. Warto zastosować prosty wzór:
koszt przestoju = liczba godzin postoju rocznie × koszt 1 godziny przestoju
Koszt jednej godziny możesz policzyć jako sumę utraconej marży, kosztów ludzi, energii jałowej, ewentualnych kar, strat jakościowych i kosztów restartu procesu. W wielu zakładach właśnie ta rubryka jest największa.
Na końcu porównaj 2–3 warianty napędu w okresie 5, 7 lub 10 lat. Dopiero wtedy zobaczysz, czy pozornie tańsza opcja rzeczywiście ma sens.
Jak zmniejszyć koszty w cyklu życia urządzeń
Największy potencjał oszczędności zwykle leży w trzech obszarach: sprawność, niezawodność i standaryzacja.
Po pierwsze, warto dobierać napęd do rzeczywistego punktu pracy, a nie „na zapas” bez analizy. NORD wskazuje, że duże znaczenie mają: możliwie niskie zużycie energii, stała sprawność w szerokim zakresie prędkości i momentu, wysoka przeciążalność, niska pracochłonność serwisu i długa żywotność.
Po drugie, opłaca się ograniczać liczbę wariantów w zakładzie. Mniej typów napędów to prostszy magazyn, łatwiejsza dokumentacja, mniej błędów i krótszy czas reakcji przy awarii. To jeden z kluczowych wniosków z materiałów NORD dotyczących TCO i LogiDrive.
Po trzecie, trzeba pracować na danych eksploatacyjnych. NORD podkreśla korzyści z podejścia predictive maintenance: wcześniejsze wykrywanie niedopuszczalnych stanów pracy, planowalne przestoje, redukcję kosztów serwisowych i materiałowych oraz wzrost dostępności systemu.
W praktyce oznacza to:
monitorowanie temperatury, drgań i obciążenia,
planowanie przeglądów na podstawie stanu, a nie tylko kalendarza,
utrzymywanie listy części krytycznych,
analizę zużycia energii po uruchomieniu,
okresowy przegląd poprawności parametrów falownika i warunków pracy.
W tym miejscu rola SPEC SERWIS jest bardzo konkretna. Wspieramy klientów w doborze napędów NORD, przeglądach, diagnostyce, ocenie stanu motoreduktorów, wymianach eksploatacyjnych i pracy z przemiennikami częstotliwości. To właśnie takie działania pomagają ograniczać TCO nie tylko na etapie zakupu, ale też przez cały okres użytkowania.
FAQ
Poniżej znajdziesz krótkie odpowiedzi na pytania, które najczęściej pojawiają się przy analizie kosztów napędów.
Czy TCO napędu to tylko koszt zakupu i energii?
Nie. TCO obejmuje także montaż, uruchomienie, serwis, części zamienne, administrację, przestoje, a na końcu także wycofanie urządzenia z eksploatacji. Właśnie dlatego cena zakupu jest tylko fragmentem całkowitego kosztu.
Kiedy analiza TCO ma największy sens?
Przede wszystkim wtedy, gdy napęd pracuje wiele godzin rocznie, jest elementem krytycznym dla ciągłości produkcji albo występuje w wielu powtarzalnych stanowiskach. Im więcej godzin pracy i im większy koszt postoju, tym większa wartość takiej analizy.
Czy droższy napęd NORD zawsze będzie bardziej opłacalny?
Nie zawsze. Opłacalność zależy od aplikacji, profilu obciążenia, liczby godzin pracy, warunków środowiskowych i kosztu ewentualnego postoju. W wielu zastosowaniach lepszy technicznie napęd daje niższy koszt cyklu życia, ale trzeba to policzyć dla konkretnego przypadku.
Jak policzyć koszt przestoju produkcji?
Najprościej pomnożyć liczbę godzin postoju przez koszt jednej godziny. Ten koszt powinien uwzględniać utraconą produkcję, pracę ludzi, straty jakościowe, koszty restartu oraz ewentualne kary lub pilne dostawy części.
Czy sprawność silnika naprawdę tak mocno wpływa na TCO?
Tak, zwłaszcza przy pracy wielozmianowej i dużej liczbie godzin rocznie. NORD pokazuje, że już przy silniku 0,75 kW różnica między IE3 a IE5+ może dawać około 11% oszczędności energii w określonych warunkach pracy.
W jaki sposób SPEC SERWIS może pomóc przy analizie TCO?
SPEC SERWIS może wesprzeć klienta konsultacyjnie w doborze rozwiązania NORD, ocenie warunków pracy, przeglądzie stanu napędu, diagnostyce i analizie ryzyk eksploatacyjnych. To ważne, bo dobrze policzone TCO zaczyna się od poprawnych danych technicznych i właściwego doboru aplikacyjnego.